لوله برنجی القایی به دیسک برنجی
توضیحات:
برنامه های کاربردی دیسک برنجی لوله برنجی القایی با فرکانس بالا

هدف
مشتری نیاز دارد که یک پایه برنج را به یک نشان تاریخی برنجی لحیم کند.
- از لحیم کاری نقره برای آلیاژ لحیم کاری ، با شار Stay Silv استفاده می کند
- روند فعلی از یک مشعل استفاده می کند ، که هر قطعه 2-3 دقیقه طول می کشد.
تجهیزات
بخاری لحیم کاری القایی DW-HF-15kw
مواد
• مواد نمونه هر دو برنج هستند. لوله مرکزی - .500 "(12.7 میلی متر) OD (0.0605" (1.537 میلی متر) ضخامت دیوار) x 2.9 / 3 "(73.66 میلی متر) بالا
• صفحه نشانگر - ضخامت 3.6 "(91.44 mm) OD x 0.125" (3.175 mm) (اسمی) کمی مقعر.
• آلیاژ - میله Sil Fos - 0.125 "(3.175 mm) x 0.050" (1.27 mm)
• شارژ
پارامترهای کلیدی
دما: 1475-1500 ° F (801-815 ° C)
قدرت: 5 کیلو وات
زمان: 45 ثانیه

پروسه های القاء لحیم کاری:
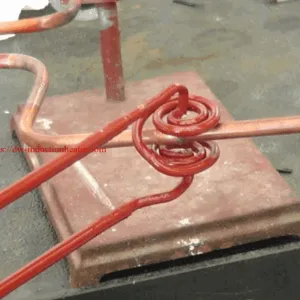
- برای نشان دادن حذف "تغذیه دستی" آلیاژ (روش معمول در هنگام لحیم کاری مشعل) ، ما آلیاژ مشتری را به صورت حلقه ای در آوردیم تا محکم روی لوله پست مرکزی قرار بگیرد. این روش مزایای مختلفی در عملیات تولید دارد: با لحیم کاری مشعل حلقه های آلیاژی پیش فرم را می توان توسط تامین کننده آلیاژ تهیه کرد تا محکم در لوله OD قرار گیرد.
- ما لوله و منطقه جفت گیری را روی صفحه نشانگر با جریان مایع Stay Silv whit شار کردیم و حلقه آلیاژ از قبل تشکیل شده را به پایین لوله منتقل کردیم تا هم با لوله و هم با نشانگر در موقعیت رابط آنها تماس بگیریم.
- یک سیم پیچ دو قطعه / قطر برای گرم کردن یکنواخت لوله و صفحه تا حدود 1500 درجه فارنهایت در رابط قطعات طراحی شده است - هنگامی که دما به آلیاژ می رسید حلقه های از قبل تشکیل شده در اطراف لوله جریان می یافتند و مارکر تشکیل شده فیله برنز کامل. این ماده برای جامد شدن مجاز بود ، سپس مونتاژ از سیم پیچ پایین آمده و تحت حمام آب قرار گرفت تا پس مانده شار باقیمانده از بین برود.

مزایای القاء لحیم کاری:
- کنترل دقیق زمان و دما
- قدرت با تقاضای چرخه های حرارتی سریع
- فرآیند تکراری ، وابسته به اپراتور نیست
- گرمایش ایمن و بدون شعله های باز
- گرمایش کارآمد انرژی